Главная страница / Продукция / Пленка целлюлозная
Пленка целлюлозная
Натуральная оболочка для премиальных колбас и мясных деликатесов
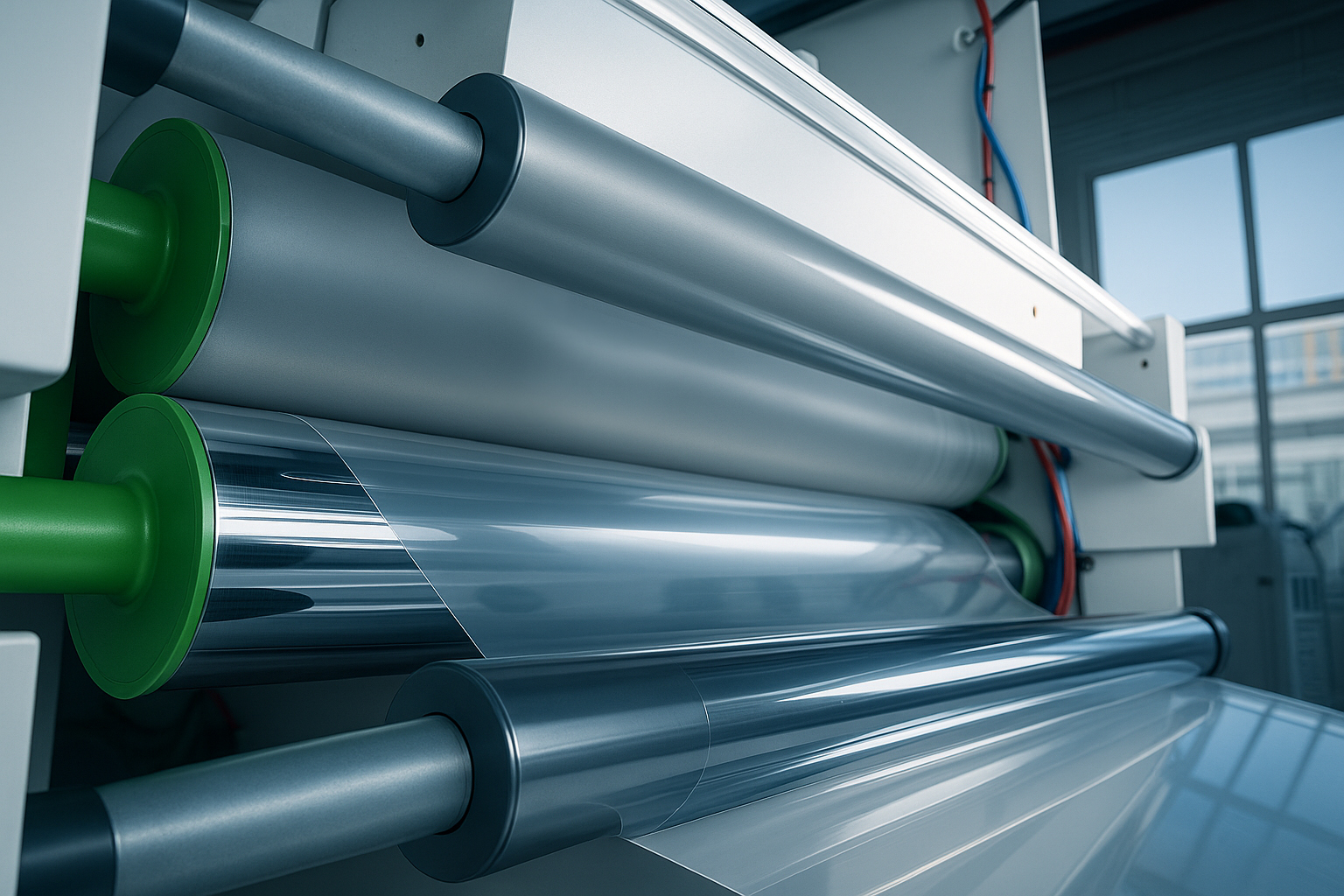
Пленка целлюлозная
Целлюлозная пленка используется для производства колбасных изделий высшего сорта и колбасных сыров, а также для копчения мясных деликатесов. Изготовленная из натурального сырья — древесной целлюлозы с высокой степенью очистки — она обладает отличной паро- и дымопроницаемостью, сохраняя вкус, аромат и привлекательный вид продукта.
Преимущества
- Натуральный материал растительного происхождения.
- Высокая паро- и дымопроницаемость для качественного копчения.
- Отличная эластичность и фаршеёмкость.
- Антистатические свойства и твист-эффект (удобная скрутка).
- Снижение потерь веса готового продукта при варке и копчении на 5–7%.
- Придание изделию насыщенного цвета и сочности.
Ассортимент
- Форматы: листы, рулоны, джамбо-роллы, оболочка.
- Разнообразие параметров под специфику производства.
- Возможность выбора толщины, ширины и плотности материала.
Применение и рекомендации
Пленка легко обрабатывается, не требует изменения технологического процесса и совместима с современным упаковочным оборудованием.
Хранение
Хранить в сухом, проветриваемом помещении при +15…+25 °C, избегая попадания прямых солнечных лучей и влаги. Срок хранения — согласно рекомендациям производителя, при соблюдении условий хранения сохраняет все свойства.
Технологическая инструкция
Транспортировка и хранение
Основные рекомендации по транспортировке оболочки заключаются в предупреждении деформации продукции. Необходимо исключить физическое воздействие при перевозке, хранить пленку следует в оригинальной упаковке, не допуская воздействия источников тепла и солнечного света.
Свойства оболочки
Целлофановая оболочка, состоящая из регенерированной целлюлозы, не обладает свойством термосклеивания и не используется для клипсования.
Преимущества целлофановой пленки:
- презентабельный товарный вид,
- паро- и дымопроницаемость, позволяющие сохранить вкус и аромат готового продукта,
- структура, препятствующая осаждению конденсата и возникновению статического электричества,
- экологичное происхождение, обеспечивающее простоту утилизации.
Подготовка к использованию
Главное условие работы с целлюлозными оболочками, обусловленное свойством влагопроницаемости продукции, – контроль за режимами температуры и влажности при термообработке. Целлофан обладает гигроскопичностью, поглощая влагу, он теряет свою прочность, что неизбежно снижает его потребительские качества. Перед набивкой нельзя увлажнять оболочку: в мокром состоянии прочностные свойства пленки могут снизиться до 80%, целлофан становится легко растяжимым, что делает его совершенно не пригодным для производства. Соблюдение основных рекомендаций по хранению и использованию пленки гарантирует высокое качество готовых продуктов.
Требования к фаршу
Оболочка не обладает термоусадочными свойствами, именно поэтому во избежание деформаций пленки необходимо использовать фарш, который незначительно увеличивается в объеме при тепловой обработке. Другими словами, из рецептуры фарша следует исключить или свести к минимуму вещества, которые способны вызвать растяжение оболочки. Среди них: растительные компоненты (соя, пищевые волокна) и составы, содержащие в больших количествах коллаген (шкура).
Наполнение оболочки
Набивка целлофановых оболочек производится одной рукой, при этом регулировка спуска оболочки с цевки осуществляется большим пальцем. В процессе наполнения необходимо следить за тем, чтобы объем фарша не превышал номинальный калибр более чем на 3%.
Вязка батонов
Метод вязки определяет диаметр оболочки, который в свою очередь зависит от веса батона: чем больше масса продукта, тем прочнее должна быть вязка. В случае если варка батонов больших диаметров будет осуществляться в вертикальном положении (на рейке), используется следующая система обвязки:
1. Первоначально необходимо связать конец батона двойной петлей, далее наложить на него двойную петлю и петлю для навешивания на палки, сложив торчащий хвостик вдвое. Обратите внимание: при затягивании петли не следует поддергивать. Данная технология позволит свести к минимуму риск отрыва оболочки по месту петли.
2. Во избежание искривления и деформации батона после провязывания опорной петли нужно затянуть батон с противоположного края, соблюдая рекомендации по плотности набивки. Далее можно приступить к наложению поперечных поясков в необходимом количестве. Вязка готового батона заканчивается у опорной петли.
Таким образом, батон помещается в прочный нитяной каркас, обеспечивающий надежную защиту и сохранение геометрической формы изделия во время осадки и термообработки. Как правило, при вязке не используется тонкий шпагат.
Осадка
Для батонов, которые располагаются на рамах в вертикальном положении, не рекомендуется проводить длительную (более 1часа) осадку. В отдельных случаях, когда влажность фарша повышенная, и оболочка быстрее набирает влажность, необходимо снизить длительность осадки до 30-40 минут.
Термообработка
Термообработка колбасных изделий, упакованных в целлофановую пленку, осуществляется по традиционной технологии, описанной в нормативной технической документации.
Вареные колбасы в оболочке диаметром 85 мм (в 3 и 4 слоя) подвергаются следующим типам обработки:
- Подсушка: 70-80 мин при температуре 55-60 °С, влажность не задается,
- Обжарка (без дыма): 15-20 мин, при температуре 80 °С, влажность не задается,
- Копчение: 20-25 мин, при температуре 75-78 °С и влажности 70-75%,
- Варка: 60-65 мин при температуре 72-80 °С и влажности 90-100%.
Так как целлюлоза является термостойким материалом, то при термообработке изделий в целлофановой пленке допускается применять высокие температуры (до 100°С), что гарантирует получение хорошо проваренного продукта.
Охлаждение
Охлаждение колбасных изделий после термообработки позволяет свести потерю массы продуктов к минимуму, предупредить развитие микробных организмов и сохранить товарный вид. Термообработка вареных колбас осуществляется после варки путем интенсивного отвода теплоты при помощи охлаждающей среды, в качестве которой используется воздух вода или их сочетание. Наиболее эффективной технологией считается последовательное охлаждение водой и потоком воздуха в холодильной камере.
Данная схема предполагает охлаждение колбасных изделий водой в течение 6-10 минут до температуры (замеренной в центре батона) 25-35°С.
Следующим этапом является подсушивание оболочки при естественной температуре в течение 60-120 минут и последующее повторное охлаждение в камере, где температура воздуха не превышает 4 °С, а влажность составляет 95%. При такой обработке температура в центре батона будет в диапазоне 0-15 °С.






Бесплатные образцы
для тестирования
Проверьте качество продукции перед заказом партии. Отправляем в любой регион России и Ближнего Зарубежья.